


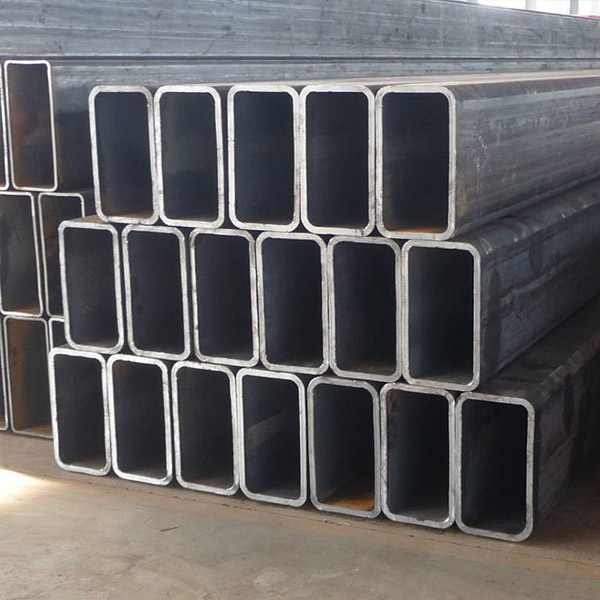
シームレス角管
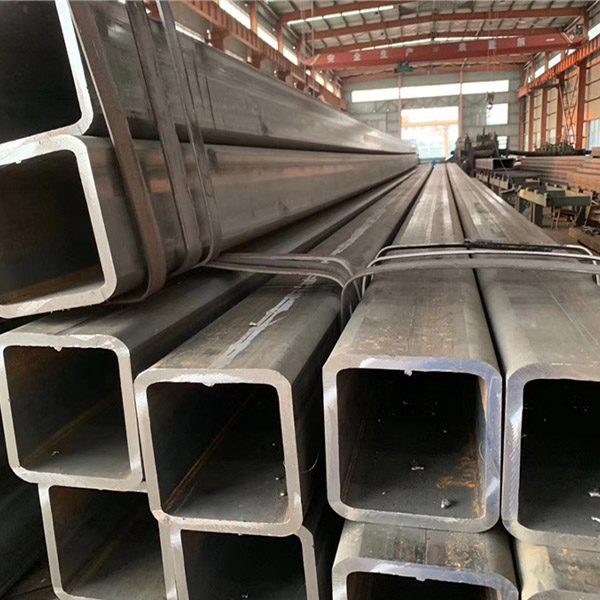


用途:流体管、ボイラー管、構造管
合金かどうか: 非合金
断面形状:正方形
特殊チューブ:厚肉チューブ
厚さ:140
規格: ASTM
長さ:12M、6m、6.4M、1-12m
認証: ISO9001
グレード: 炭素鋼
表面処理: 熱間圧延
許容誤差: ±1%
加工サービス:溶接、打ち抜き、切断、曲げ
キーワード: 熱間圧延管
最低発注数量:1トン
用途:建築構造物
形状: 正方形。
矩形。ラウンド
色: ナチュラルカラー
パッキング: 耐空標準
包装プロセス: カスタマイズされた生産を受け入れる
サイズによって異なります: カスタマイズされたサイズ
供給能力:角鋼管15,000トン/トン/月
梱包の詳細: 標準出荷梱包または顧客の要件に従って。
港: 中国
一般に鋼管は丸鋼などの無垢鋼材に比べ、曲げ強度やねじり強度が同じであれば軽量です。経済的な断面鋼の一種で、石油ドリルパイプ、自動車のトランスミッションシャフト、自転車ラック、建設用鋼製足場などの構造部品や機械部品の製造に広く使用されています。転がり軸受輪やジャッキスリーブなどのリング状部品の製造に鋼管を使用することで、材料の利用率が向上し、製造工程が簡略化され、材料と加工工数が節約できます。鋼管は、さまざまな通常兵器や軍事機械にも欠かせない素材です。砲身や砲身はすべて鋼管でできています。鋼管はその断面積の形状により丸管と異形管に分けられます。円周が等しいため、丸いチューブでより多くの流体を輸送できます。リング部に内外径方向の圧力がかかるとき、その力は比較的均一であり、鋼管の多くは丸管です。


1. 可塑性
塑性とは、金属材料が荷重を受けても損傷することなく塑性変形(永久変形)を起こす能力を指します。
2. 硬度
硬度は金属材料の硬さを表す尺度です。この製造において硬さを測定する最も一般的な方法は、押込み硬さ法です。これは、特定の幾何学的圧子を使用して、試験対象の金属材料の表面に一定の荷重で押し込み、その程度に応じて硬さの値が決まります。インデントの。
一般的に使用される方法には、ブリネル硬度 (HB)、ロックウェル硬度 (HRA、HRB、HRC)、およびビッカース硬度 (HV) があります。
3. 疲労
強度、可塑性、硬度はすべて、静荷重下での金属の機械的特性の指標です。実際、多くの機械部品は周期的な負荷の下で動作しており、この状態では部品が疲労します。その他の断面形状の異形鋼管も必要となります。
低圧流体輸送用溶接鋼管(GB/T3092-1993)は一般溶接管とも呼ばれ、通称クラリネットと呼ばれています。これは、水、ガス、空気、油の輸送、蒸気やその他の一般に低圧の流体の輸送、その他の目的に使用される溶接鋼管です。鋼管の肉厚は普通鋼管と厚肉鋼管に分けられます。接続端の形状は無ねじ鋼管(平滑管)とねじ鋼管に分けられます。鋼管の規格は内径のおおよその値である呼び径(mm)で表されます。 11/2 などのインチで表現するのが一般的です。低圧流体輸送用溶接鋼管は、流体輸送に直接使用されるだけでなく、低圧流体輸送用亜鉛めっき溶接鋼管の原管としても使用されます。
低圧流体輸送用亜鉛メッキ溶接鋼管(GB/T3091-1993)は、亜鉛メッキ溶接鋼管とも呼ばれ、一般に白管として知られています。水、ガス、エアオイル、加熱蒸気、温水、その他の一般に低圧の流体の輸送またはその他の目的に使用される溶融亜鉛メッキ溶接(炉溶接または電気溶接)鋼管です。鋼管の肉厚は、通常の亜鉛メッキ鋼管と厚い亜鉛メッキ鋼管に分けられます。接続端のタイプは、ネジなし亜鉛メッキ鋼管とネジ付き亜鉛メッキ鋼管に分けられます。
普通炭素鋼ワイヤケーシング (GB3640-88) は、産業および土木建設や機械や設備の設置などの電気設備プロジェクトでワイヤを保護するために使用される鋼管です。
ストレートシーム電気溶接鋼管(YB242-63)は、溶接シームが鋼管の長手方向と平行になっている鋼管です。通常、メートル電気溶接鋼管、電気溶接薄肉管、変圧器冷却油管などに分けられます。
耐圧流体輸送用スパイラルシームサブマージアーク溶接鋼管(SY5036-83)は、熱延鋼帯を素管とし、常温でスパイラル状に成形し、両面サブマージアーク溶接により溶接したものです。圧力を伴う流体輸送のスパイラルシームに使用されます。鋼管。鋼管は強力な耐圧能力と良好な溶接性能を備えています。さまざまな厳格な科学的検査とテストを経て、安全で安心して使用できます。鋼管は大径で伝達効率が高く、パイプライン敷設の投資を節約できます。主に石油や天然ガスを輸送するパイプラインで使用されます。
| 加工サービス | 曲げ、溶接、巻き戻し |
| 油を塗ったもの、または油を塗っていないもの | 燃料がありません |
| 製品名 | 内側被覆プラスチックパイプ |
| モク | 1トン |
| キーワード | ステンレス鋼管でライニングされています |
| 表面 | お客様のご要望 |
| 形 | 角管 |
| 納期 | 7~15日以内 |
| 標準 | GB 5310-1995 |
亜鉛メッキ鋼管の接続方法:ねじ込み、溶接。
ロール溝接続
(1) ロール溝溶接部の割れ
1. ノズルの圧力溝部の内壁溶接リブを滑らかにし、転がり溝の抵抗を低減します。
2、鋼管と転造溝入れ装置の軸を調整し、鋼管と転造溝入れ装置が水平である必要があります。
3. 溝を押す速度を調整し、溝の形成時間は規定を超えないようにして、力を均等にゆっくりと加えます。
(2) ロール溝鋼管破断
1. 管口圧力溝部の内壁溶接リブを滑らかにし、転がり溝の抵抗を低減します。
2、鋼管とローリング溝入れ装置の軸を調整します。鋼管とローリング溝入れ装置が水平である必要があります。
3. プレス速度を調整します。プレス速度は規定を超えず、力を均等にゆっくりと加えてください。
4. 転動溝装置のサポートローラーと加圧ローラーの幅と型式を確認し、焼き付きの原因となる両ローラーのサイズの不一致がないか確認してください。
5. 鋼管の溝が規定どおりかどうかをノギスで確認します。
(3) 転造溝盤により形成される溝は、次の要件を満たす必要があります。
1. 管端から溝部までの表面は凹凸やロールマークがなく滑らかであること。
2、溝の中心はパイプ壁と同心である必要があり、溝の幅と深さは要件を満たしている必要があり、クランプ部品のタイプが正しいかどうかを確認してください。
3. ゴム製シールリングに潤滑剤を塗布し、ゴム製シールリングが損傷していないか確認します。潤滑剤は油潤滑剤であってはなりません。
溶接接続
1. 亜鉛メッキ鋼管の管口は直線ではなく、突き合わせ後の鋼管の口が斜めになるという問題があります。加工前にパイプ頭部を短時間切断することをお勧めします。
2、亜鉛メッキ鋼管ノズルを接続した後、2つのノズルがしっかりと接続されていないため、溶接継手の厚さが不均一になります。パイプ自体の理由や輸送時の凹凸により、パイプは楕円形になっています。短期間であればパイプヘッドを切断することをお勧めします。再度処理してください。
3. 亜鉛メッキ鋼管のノズルを突き合わせると、ノズルにブリスターが発生します。
4. 溶接時の技術的理由による。
5. ノズル内に亜鉛の塊があり、溶接の困難や膨れの原因となる可能性があります。亜鉛ノジュールが大きすぎてパイプの数が多すぎる場合は、単純な亜鉛ノジュールを除去する必要があります。
配線接続
1、ネジ付きバックル:パイプフープとネジ付きバックルが完全に接触しないため、緩め、ランダムなバックル部分を切り取り、ネジを再度取り付けます。
2.鋼管のねじと管のフープねじが合わず接続できません。パイプフープを交換するか、装置を調整して再度ネジを締める必要があります。
3.鋼管にねじを切った後の印刷の欠落:鋼管の肉厚がねじ付き管の標準厚さ要件を満たすことができるかどうかを測定します。





